|
||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
||||||||||||||||
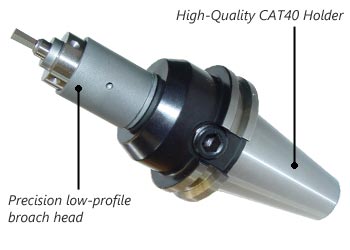
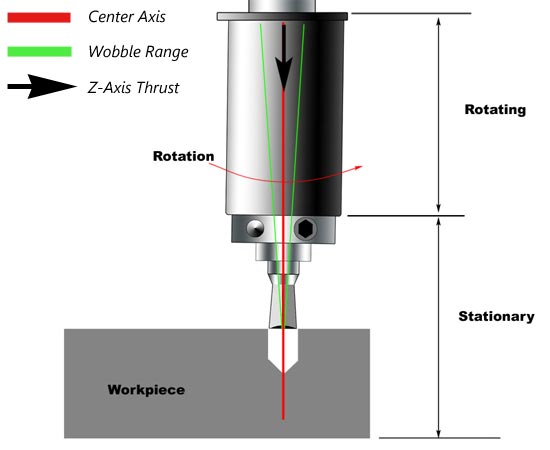
Rotary Broaching Holders & Attachments |
||||||||||||||||
|
||||||||||||||||
| Precision Manufactured by PCM® Willen SA of Switzerland |
||||||||||||||||
| 2160 Series Broach Holder - VMC Configuration Rated to 2250 thrust lbs. - Holds 8mm shank 2110 series broaches |
||||||||||||||||
Europe's best Swiss Made broaching products, now available to US customers |
||||||||||||||||
|
||||||||||||||||
|
||||||||||||||||
|
||||||||||||||||